
Construite collectivement à 10 exemplaires par tous les membres de l'association et remise à leur propriétaire lors des portes ouvertes au château de Flers à Villeneuve d'Ascq après tirage au sort.
Il ne faut pas croire que « la construction de la machine est relativement simple et peut être entreprise par beaucoup d'amateurs de vapeur vive ne possédant pas d'outillages onéreux ». Ceci est le type de remarque que l’on rencontre dans pas mal de documents traitant du sujet. Il faut savoir tout de même où l’on met les pieds dans ce genre d’entreprise, et c’est pourquoi VAPEUR 45 se propose de définir avec vous le matériel dont il faut disposer chez soi ou chez un ami, pour mener à bien la réalisation de cette locomotive. De même qu’un minimum de connaissances en construction mécanique ( traçage, tournage, fraisage) sont nécessaires.
Ci dessous : Retour sur un événement à Villebon-sur-Yvette ou VAPEUR 45 à fait tourner ensemble 8 locomotives type SARTHE.
1 – AVANT DE COMMENCER
Le matériel indispensable :
- Un petit tour, d’une hauteur de pointe de 50 mm au-dessus du banc suffit, soit actuellement l’UNIMAT 4 ou autre. La tête de fraisage peut être également appréciable pour le perçage par vernier. * Une perceuse d’établi.
- Une petite meule afin d’affûter les outils.
- Matériels de traçage, nous définirons dans le « matériels de traçage », les outils suivants : Pointe à tracer, compas, réglet.
- Des limes.
- Matériels de brasage : là aussi, nous définirons par « Matériels de brasage » les éléments suivants : Un chalumeau à gaz butane type Oxyflam de 100 g et un autre brûleur de 30 g, de la brasure argent avec son décapant et de la soudure étain avec également son décapant.
- Un ensemble d’outils que nous détaillerons et que nous attacherons à chaque planche, de manière à rendre indépendante la réalisation de chaque étape que nous allons décrire dans ces pages.
- La boulonnerie est en inox principalement M2 et M3.
2 – DESCRIPTION DE LA MACHINE
|
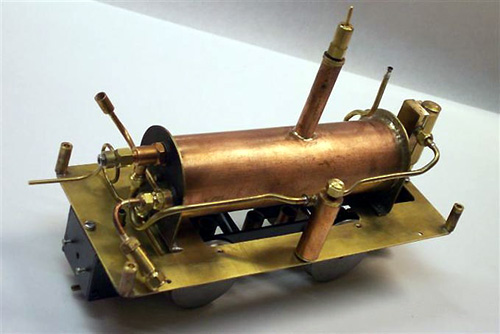
La locomotive est à l’écartement 45 mm, au 1/22eme. Elle a pour dimensions 252 mm de longueur, 92 mm de largeur et 150 mm de hauteur et une masse de 1,8 kg à vide. Le modèle comporte deux essieux, le diamètre des roues est de 39 mm. Le moteur est du type oscillant simple cylindre à double effet, placé entre les longerons. Le cylindre a un alésage de 9 mm et une course de 16 mm, ce qui nous donne une cylindrée de 2,03 cm3. L’entraînement s’effectue par couple conique. Sur l’arbre moteur est fixé un pignon de 15 dents attaquant une roue dentée de 45 dents fixée directement sur l’essieu avant. Il n’y a pas de marche arrière, voulant rester sur un modèle simple. Le graisseur est du type à condensation. La chaudière est du type ‘ bouillotte ’ à chauffage extérieur. La contenance est de 153 cm3 (120 cm3 utiles) Elle est pourvue d’un régulateur, d’une soupape, d’un manomètre et d’une valve d’introduction d’eau. Le brûleur est du type à alcool à trois mèches d’une contenance de 20 cm3. |
Machine réelle |

3 – REALISATION
3-1 DETAILS ET MONTAGE DES ESSIEUX (PL1)
Pour la planche 1, nous entrons dans le vif du sujet par la réalisation des essieux, et pour cela il nous faudra :
|
Outillage :
|
Matière :
|
Prendre les roues au tour dans le mandrin 3 mors afin d'usiner le côté intérieur, dressez la face, percez ensuite à Ø 3,8 mm et passez l’alésoir Ø 4 mm. Retournez la roue et usinez la face cotée extérieur afin d’obtenir la cote de 7mm. Réalisez ces opérations sur l'ensemble des roues. Il n’est pas rare que l’axe ne soit pas exactement centré. De ce fait, pour être sûr que vos roues soient concentriques, faîtes une pièce (mandrin) dans un jet d'acier Ø 20 en usinant un axe Ø 4 et fileté à M4, ceci afin de reprendre correctement vos roues en vous appuyant sur l'alésage Ø 4. A partir de ce point, pour toutes les roues, le tournage devra être fait sans toucher au mandrin. Vous pouvez maintenant usiner le chemin de roulement Ø 39. Celui-ci étant obtenu à l'outil, on arrondira le sommet du boudin à la lime douce. Faites ces opérations en série afin de bien prendre vos marques au niveau des verniers de votre tour.
Les axes repère 2 seront pris dans du stub Ø 5 et seront tournés sur les extrémités à Ø 4 pour emmanchement serré des roues.
Les paliers repère 3 ne présentent aucune difficulté d'usinage. La cote 5,3 est à vérifier en fonction de la chaîne de côtes de votre axe et du châssis.
Nous devons maintenant monter les deux essieux. Chaque essieu est composé de 2 roues calées sur un axe avec, pour l’essieu avant, la roue du couple conique.
3-2 DETAILS DU CHASSIS (PL2)
Pour le châssis, nous conseillons tout en acier bien que le laiton puisse être utilisé également sans problème.
|
Outillage :
Matière :
|
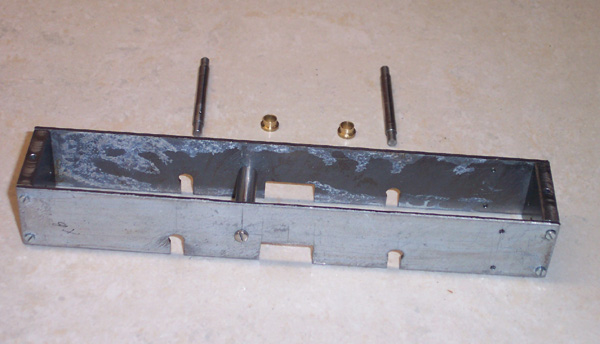 |
Les longerons, repère 1, sont réalisés en acier doux épaisseur 2 mm. Deux plats de 25 x 205 mm. La principale difficulté réside dans l’alignement des deux alésages passage des bagues d’essieux diamètre 6 mm. Une méthode consiste à préparer les deux longerons, de fixer l’ensemble des pièces par des vis M3 par exemple, et de percer les passages des bagues au diamètre 5.8 mm, et de finir à l’alésoir de Ø 6 mm. L’écartement des essieux ne porte pas à conséquence car il n’y a pas de bielle d’accouplement. Pour le reste, il n'y a pas de problème majeur. Le dégagement de 15 x 10 mm nous permettra, au moment de l’allumage, d’introduire l'allumette.
L'écartement du châssis et la fixation du tablier s'effectuent à l'aide de deux parallélépipèdes en acier de 6mm d’épaisseur. Un rond diamètre 8 maintiendra l’écartement au centre du châssis.
3-3 ENSEMBLE MOTEUR (PL3)
|
Montage moteur :
|
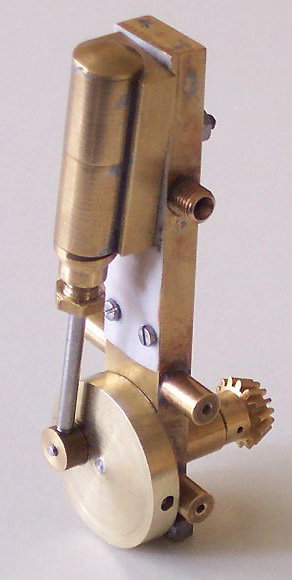 |
Le moteur est du type oscillant simple cylindre double effets. Il est placé entre les longerons ; le cylindre a pour alésage 9 mm et une course de 16 mm. Sur l’arbre moteur est fixé un pignon de 15 dents attaquant une roue dentée de 45 dents fixée directement sur l’essieu avant. |
C’est le chapitre le plus important de tout le montage, il faut donc procéder avec beaucoup de précautions. Avant d’entreprendre le montage, vous aurez bien entendu réalisé l’ensemble des pièces des planches 4 et 5. Nettoyez les pièces à l’aide d’un solvant et assurez-vous qu’il n’y a plus de copeau dans les canalisations du bloc moteur, à l’aide par exemple de l’air comprimé. Effectuez d’abord la plaque de téflon entre le bloc moteur et la glace du cylindre. Pour cela, découpez un rectangle de téflon de 15 x 50. Positionnez ce rectangle sur la face avant du bloc moteur et, à l’aide d’une pointe, percez le téflon au droit des perçages afin d’obtenir l’ensemble des 7 trous de la face du bloc. Ensuite, à l’aide d’un cutter, arasez le pourtour du téflon. Fixez cette plaque à l’aide de 2 vis M2 x 4 mm.
Placez les deux coussinets dans le palier en les maintenant à l’aide d’un produit genre frein filet.
Le pignon comporte un alésage de 5mm, il faut donc usiner une bague Ø 3 intérieur Ø 5 extérieur, d’une longueur de 8 mm pour l’adapter sur l’arbre
Positionnez le pignon avec sa bague sur l’arbre et percez l’ensemble à Ø 1 afin de goupiller l’ensemble des pièces. Introduisez l’axe à travers le bloc moteur et positionnez le volant en laissant un jeu latéral de 0,1 ou 0,2 millimètre. Abloquez le volant par l’intermédiaire de la vis sans tête M2,5 x 12. Positionnez le cylindre sur le bloc moteur, placez le ressort, une rondelle et l’écrou, vérifiez en tournant à la main que le piston ne bloque pas en position haute ou basse sinon, resserrez ou desserrez tête de bielle sur l’axe du piston.
Le moteur est fixé sur le châssis à l’aide de 4 vis M2 x 6mm.
3-4 DETAILS DU BLOC MOTEUR (PL5)
Le bloc est tout en laiton.
|
Outillage :
Matière :
|
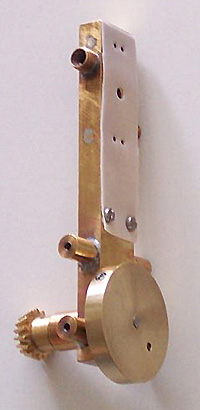 |
Bloc moteur avec volant et axe pignon. On remarque la glace en téflon entre le bâti et le cylindre. |
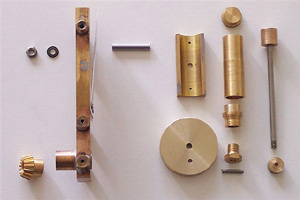
Le bloc moteur repère1 est tiré dans un jet de laiton de 15 x 7 longueur 88. C'est la pièce la plus délicate à usiner. Utilisez une perceuse avec étau monté sur une table à déplacement sur vernier.
Commencez par réaliser sur la face avant le perçage du trou Ø 6, passage de l'axe moteur, le trou Ø 3 passage de la tige d’oscillation du bloc moteur, les quatre trous Ø 1,2 distant de 3,36, profondeur 3,5 correspondants à l’alimentation et l’échappement du moteur, et les deux trous M2 de fixation de la plaque de téflon. Retourner la pièce afin d 'effectuer le lamage Ø 7 profondeur 2.5, logement de la rondelle en téflon. Maintenant, il faut relier les trous Ø 1,2 de la face avant grâce à des conduits Ø 1,5. Ces perçages seront à obturer à l'aide de bouchons en laiton Ø 1,5 lg 3, soudés à l'étain. Placez le bloc verticalement afin de percer les deux trous Ø 2 profondeur 32.5, sur chaque coté les perçages de Ø 1,5 ainsi que les perçages M6 x 0,75 d’alimentation et d’échappement du moteur. Il nous reste à réaliser les perçages M2 sur les cotés afin de fixer les plots Ø 6 par des chutes de tige filetée M2 qui nous permettra de positionner le bloc moteur sur le châssis. Il vous reste à réaliser les éléments repères 2 – 3 - 4 du bloc qui ne posent pas de problème majeur et de souder l’ensemble à l’étain. Après nettoyage de la pièce, effectuez une vérification des conduits en raccordant un tube a un manchon repère 4 et en plongeant la pièce dans un bain d’eau. L’air doit sortir correctement des orifices Ø 1,2 du coté du manchon, il ne doit pas y avoir de fuite aux bouchons Ø 1,5.
3-5 DETAILS MOTEUR (PL4)
|
Outillage :
|
Matière :
|
 |
3-5 1 LE PISTON
Le piston repère 8 et le palier repère 6 sont en bronze, l'axe repère 7 du piston est en inox. Assemblez le piston pré-usiné à 0,5mm de la cote finale sur l’axe, par filetage et taraudage. Terminez le diamètre en prenant l’axe par pince au tour afin d’obtenir l’usinage concentrique à l’axe. L’axe de bielle est fixé par filetage M3 sur la tête de bielle repère 6, ne les bloquez pas définitivement car au moment du montage un réglage à ce niveau sera possible (voir chapitre montage moteur).
3-5 2 LE CYLINDRE
Le cylindre est composé de 3 pièces soudées: le corps repère 1, la culasse repère 2 et le chapeau repère 3. Pour le corps repère 1, deux méthodes de réalisation. Premièrement, vous pouvez réaliser le corps à partir d’un bloc de laiton de 15 x 19 x 33, prendre le bloc en 4 mors de manière à usiner l'alésage Ø 11 et ensuite couper ce bloc en 2. Deuxième méthode, souder deux plats de 15 x 7 x 33 avec une cale de 15 x 3 x 33 entre deux afin d’obtenir notre bloc initial, ensuite de procéder de la même manière pour l’usinage. La culasse repère 2 est réalisée dans un jet de laiton pré-tourné. Elle est ensuite alésée à l'alésoir machine. Le chapeau repère 3 est en laiton et ne présente pas de problème. Une fois ces pièces usinées, soudez à l'étain, comme le montre le détail « montage cylindre de la planche 4. N’oubliez pas de contre percer le cylindre au diamètre 1,5.
L'axe d’articulation repère 5 est réalisé à partir d'une tige en inox Ø 3, il est vissé sur le corps. Le bouchon de fermeture inférieure repère 4 est réalisé dans du laiton et sera fixé par LOCTITE après montage de l’ensemble.
3-5 3 LE VOLANT
Le volant repère 10 ne présente pas de problème particulier à part le positionnement du trou recevant le maneton qui doit être perçé sur la table de fraisage. Il est tourné dans un jet de laiton Ø 32, le maneton repère 11 est en inox Ø 2 et serti en force sur le volant. Le volant est fixé sur l'arbre moteur repère 10 à l'aide d'une vis M2,5 sans tête.
3-5 4 L’ARBRE MOTEUR
L'arbre moteur repère 12 est réalisé à partir d'un étiré Ø 3.
3-6 DETAILS DE LA CHAUDIERE (PL6)
|
Outillage :
|
Matière :
|
La chaudière est constituée principalement d’un tube de cuivre Ø 40/44 de longueur et de deux fonds en laiton épaisseur 1 mm qui seront reliés par une tige filetée M3. Le tube doit avoir les bouts dressés. Le traçage de départ est très important pour avoir la soupape et la cheminée en ligne. Positionner les fonds sur le tube et braser les trois éléments à l’argent. Il ne vous reste plus qu’à braser le tube Ø 8/10 ainsi que les trois viroles en laiton que vous aurez préalablement décolletées dans du rond Ø 12.
|
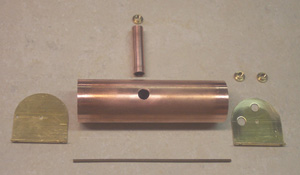 Eléments de la chaudière |
 Chaudière avant brasage |
 |
L’enveloppe de la chaudière ne présente pas de problème particulier, elle est constituée d’une tôle épaisseur 0.5 mm en laiton. Après traçage et perçage des ouvertures du dôme et de la cheminée, vous cintrerez la tôle sur un tube Ø 50 et plierez les bords. A gauche, une plieuse « maison » constituée de deux plats maintenus par boulons. Le pliage s ‘effectue à l’aide d’un tasseau de bois dur et d’un maillet. |
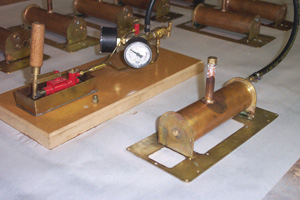
| Test de la chaudière Après brasage du corps de la chaudière, une épreuve hydraulique est à mettre en œuvre. Pour cela, vous pouvez vous rapprocher de la notice technique n° F9 et F10 |
 |
3-7 DETAILS SOUPAPE ET REGULATEUR (PL7)
|
Outillage :
|
Matière :
|
 |
|
3- 7 1 SOUPAPE
Cet élément de sécurité doit être pris très au sérieux et doit attirer toute votre attention. La soupape équipant la SARTHE est tarée à 2 bar. La tige repère 2 dépasse et vous permet avant chaque mise en chauffe de vous assurer du bon fonctionnement en l’actionnant manuellement. Le corps repère 1 est à prendre dans de l’hexagone laiton de 8. La bille repère 2 est en inox Ø4, l’écrou de réglage repère 3 est à confectionner à partir d’une tige filetée M6 pas fin. Deux encoches 1 x 2 sont à réaliser à l’aide d’une scie. Ces encoches permettront l’évacuation de la vapeur. Pour la pièce repère 2, au centre du Ø 4, pratiquez une empreinte du bout de forêt Ø 2 profondeur 1. Le ressort en inox a pour dimension Ø intérieur 3, Ø du fil 0,3 lg 8 mm.
3-7 2 REGULATEUR
Le régulateur permet de réguler la vitesse du modèle. Il est principalement constitué d’un corps de robinet dont le pointeau ferme plus ou moins l’arrivée de vapeur. La réalisation ne présente pas de difficulté particulière, le tube Ø 2/3 permet de prendre la vapeur sur la partie supérieure de la chaudière. Au montage, n’oubliez pas de disposer un presse étoupe en téflon autour de la vis, ce presse étoupe est serré par l’écrou repère 7.
3-8 DETAILS BRULEUR (PL8)
|
Outillage :
|
Matière :
|
 |
Le brûleur se compose d’un réservoir en cuivre Ø 26/28 fermé par une tôle en U permettant de supporter l’ensemble. Les supports de mèche sont réalisés dans du tube de cuivre Ø 8/10 et reliés entre eux par l’intermédiaire d’un tube en laiton Ø 4/5. Les fonds sont réalisés dans des chutes de tôle en laiton épaisseur 1mm. Brasez cet ensemble à l’argent et percez ensuite à Ø 4 le tube d’alimentation des mèches. Soudez les pièces du réservoir à l’étain. Attention au moment de placer le tube Ø 2/3 de trop plein du réservoir, vérifier que les 3 supports de mèche soient bien à environ 1 mm au-dessus du trop plein sous peine de voir s’écouler de l’alcool enflammé sur la voie. Prévoir un tube silicone Ø 5/6 mm d'une longueur de 80 mm environ qui est à placer sur le tube Ø 4/5 et qui dépassera de la cabine. Ce tube permettra le remplissage du réservoir. Placez, dans les tubes brûleurs, des mèches de telle sorte que 4mm de mèche dépassent du tube. Mettez un peu d’alcool dans le réservoir et allumez les mèches. Vous cherchez maintenant à obtenir une flamme de 25mm de hauteur avec juste une touche jaune. Augmentez ou réduisez la mèche jusqu'à ce que vous obteniez une flamme principalement bleue. Trop de jaune indique une combustion incomplète. La mise en place des mèches agit comme un régulateur de combustion. Trop lâche vous obtiendrez une flamme assez haute qui consomme beaucoup d’alcool. Trop tassée et la flamme s’éteindra très facilement.
3-9 DETAILS TABLIER (PL9)
|
Outillage :
|
Matière :
|
Le tablier est en tôle de laiton épaisseur 1 mm. Effectuez les divers perçages et découpes avant de souder les quatre plots qui serviront à la fixation de la toiture.
3-10 DETAILS JUPE AVANT ET ARRIERE (PL10)
|
Outillage :
|
Matière :
|
Les jupes avant et arrière ne comportent pas de difficulté, la jupe avant aura le perçage de la fixation de la lanterne. Pour le pliage, nous avons confectionné une matrice en bois dur, chêne avec plot de centrage sur le perçage Ø 3, ceci afin de confectionner correctement les rayons R5. L’estampage des rivets est à effectuer avant l’opération de pliage. En ce qui concerne la rambarde supérieure en rond Ø 1.5, nous avons utilisé du fil de cuivre électrique de 2.5 mm² soudé à l’étain sur la tranche de la jupe.
3-11 DETAILS JUPES LATERALES (PL11 ET 12)
|
Outillage :
|
Matière :
|
Les jupes latérales sont en laiton épaisseur 0.5 mm, assemblage par brasure à l’étain. Les jupes sont fixées sur le tablier à l’aide d’une cornière 10x10 et vis M2. La jupe de gauche comporte une échancrure pour le passage du graisseur. Effectuez également l’estampage des rivets avant l’opération de pliage sans vous tromper sur l’orientation des rivets.
3-12 DETAILS TOITURE (PL13)
|
Outillage :
|
Matière :
|
Confectionnez un gabarit permettant le brasage à l’argent des quatre montants longueur 40 ainsi que les montants d’extrémités longueur 72 sur la traverse latérale longueur 202mm. Après obtention des deux cotés, confectionnez un autre gabarit permettant de maintenir à un écartement de 81 mm les deux éléments. Après cintrage de la tôle de la toiture, soudez à l’étain les deux cotés ainsi que les arceaux d’extrémités sur la tôle de la toiture. Les perçages Ø 13 et 16 seront à effectuer avant cintrage de la tôle. Il ne vous restera qu’à souder à l’étain les anneaux ainsi que les doubleaux 3 x 0.5 mm.
3-13 DETAILS TAMPONS ET LANTERNE (PL14)
|
Outillage :
|
Matière :
|
Pas de difficulté particulière pour la réalisation des tampons, les pièces constituant les tampons sont principalement en acier, sauf pour les chaînes, en laiton. En ce qui concerne la lanterne, procurez-vous un réflecteur spécial pour diode Ø 3 chez votre fournisseur d’électronique, ainsi qu’une diode à très forte luminosité Ø 3 type « cristal ». L’alimentation s’effectuera par une pile de 3V placée sous une bâche à eau.
3-14 DETAILS GRAISSEUR ET CHAPELLE D’INTRODUCTION D’EAU (PL15)
|
Outillage :
|
Matière :
|
 |
3-14 1 GRAISSEUR
Le graisseur est constitué d'un tube en cuivre Ø 10/12 d’un rond Ø 6 permettant la liaison de la tuyauterie vapeur avec le graisseur. N’oubliez pas le perçage Ø 0.8 de communication avant de braser ces deux éléments. Le fond et la buse de remplissage en partie supérieure seront en laiton soudé à l'étain. La buse est fermé par l'intermédiaire d’un bouchon repère 3 muni d'un joint en caoutchouc Ø 4 mm ép. 1,5 mm collé au néoprène.
3-14 2 CHAPELLE D’INTRODUCTION
Lors du remplissage de la chaudière, la chapelle d'introduction fait office de clapet anti-retour grâce à la bille Ø 4. La chapelle est constituée d’un manchon usiné dans de l'hexagone laiton de 8/plats, d’un morceau de tube Ø 2/3, d’une olive et d’un écrou. Le corps recevant la bille et le ressort est tiré dans du laiton Ø 8.
3-15 DETAILS DIVERS TUYAUTERIES (PL16)
|
Outillage :
|
Matière :
|
 |
3-15 1 RACCORDS
Nous aurons besoin d'un certain nombre de raccords et olives afin de connecter les éléments entre eux: Un raccord repère 5 et une olive repère 4 pour notre graisseur que nous venons de réaliser, 2 olives repère 6 et 2 raccords repère 5 pour l'alimentation vapeur entre la prise vapeur Pl.16 et le bloc moteur, par l'intermédiaire d'un tube Ø 1/2mm; Une olive repère 6 et un raccord repère 5 pour l'échappement vapeur du bloc moteur vers la cheminée et 2 raccords repère 7 avec 2 olives repère 8 pour l’alimentation pompe à eau.
3-15 2 PRISE MANOMETRE
| La prise de manomètre et en accord avec le manomètre type REGNER, ci contre. La prise ne présente pas de difficulté, le tube est brasé à l’argent sur la bague afin d’éviter de dessouder celui-ci lors des manœuvres. Le manomètre se visse sur la prise avec diamètre M5 pas de 0.5mm. |  |
3-15 3 VIS DE PRISE MANOMETRE ET INJECTION D’EAU
Cette vis est réalisé dans de l’hexagone de 8/plats.
3-16 DETAILS TUYAUTERIES ALIMENTATION MOTEUR (PL17)
|
Outillage :
|
Matière :
|
3-17 DETAILS TUYAUTERIES EXHAURE (PL18)
|
Outillage :
|
Matière :
|
4 – PEINTURE
Votre locomotive tourne maintenant correctement. Vous n’avez plus de problèmes de fuites. Les réglages ou autres détails mécaniques sont également résolus. Vous allez passer à la partie décoration de votre machine. Pour obtenir une peinture soignée, il faut procéder pièce par pièce au pistolet, après démontage complet, dégraissage au trichloréthylène, et application d’une primaire de base type phosphatant. Manipulation des pièces avec des gants. Après peinture de finition, en accord avec la peinture primaire, remontage de l’ensemble.
5 – MONTAGE ET DEMONTAGE
Ordre de montage :
- Montage des accessoires de la chaudière. Soupape (Etanchéité par frein filet). Régulateur (Etanchéité par frein filet). Manomètre (Etanchéité par frein filet). Alimentation en eau.
- Montage de la chaudière avec la jupe et la tuyauterie d’exhaure sur le tablier à l’aide de 4 boulons M3x6.
- Montage des essieux sur le châssis.
- Placez les bagues sur le centre des axes, placez les essieux en glissant les coussinets depuis le centre vers les encoches prévues à cet effet dans les longerons. Clavetez à l’aide d’un morceau de corde à piano longueur 10 mm que vous plierez à chaque extrémité.
- Montage du moteur à l’aide de 4 vis M2 x 4.
- Montage du tablier sur le châssis à l’aide de 2 vis M3 x 6.
- Montage de la jupe avant à l’aide de 2 vis M2 x 6.
- Montage du tampon avant à l’aide d’une vis M3 x 12.
- Branchement de la tuyauterie d’alimentation plus la tuyauterie d’exhaure.
- Montage des jupes latérales sur le tablier à l’aide de 4 boulons M2 x 6.
- Montage de la jupe arrière à l’aide de 2 vis M2 x 6.
- Montage du tampon arrière à l’aide d’une vis M3 x 12.
- Pose de la toiture.
- Mise en place du brûleur à l’aide de la goupille et mise en place du tube silicone Ø 4/6.
Ordre de démontage :
Ordre inverse de celle du montage.
6 – PREPARATION AVANT LA CHAUFFE
MATERIELS NECESSAIRES
- Une seringue à huile pour la vidange et le remplissage du lubrificateur. Capacité de la seringue : 5 à 10 CC. Vous aurez préalablement collé sur l'embout un tube laiton Ø 1 / 2 d'une longueur de 60 mm.
- Un miroir du type dentiste afin de vérifier la flamme du brûleur
- Chiffons pour nettoyage de la machine
- Une paire de gants
- De l'huile vapeur
- De l'alcool à brûler
- De l'eau déminéralisée.
LUBRIFICATION
Votre machine comporte un moteur qui doit impérativement être lubrifié pendant sa marche. Pour cela, enlevez le capuchon du lubrificateur et remplissez ce dernier d'une huile épaisse pour cylindre à vapeur. Refermez le capuchon. Ensuite, retournez la machine et huiler toutes les parties mobiles, coussinets, pignons, manetons.
EAU
Remplir la chaudière avec de l'eau déminéralisée type "fer à repasser" que l'on trouve dans toutes les grandes surfaces. Evitez l'eau de pluie car elle est généralement acide. Remplissez la chaudière jusqu'à se que l’eau jaillisse de la soupape.
COMBUSTIBLE
Par le tuyau de silicone de 4/6 mm de diamètre, introduisez, à l'aide d'une seringue ou à l'aide d'une bouteille en plastique souple avec gicleur, environ 20 ml d'alcool, arrêtez lorsque l'alcool s'écoule par le tube de trop plein. Nettoyez l'excédent. ATTENTION, bien sûr de ne pas effectuer cette opération à proximité d'une flamme ! Attendez quelques minutes et introduisez une allumette dans l'encoche du châssis prévue à cet effet. Vérifiez, à l’aide du miroir, que les 3 mèches soient bien allumées.
7 – MISE EN CHAUFFE
Votre machine est donc prête, vous venez d'allumer les 3 mèches. Au bout de 5 minutes, vérifiez le manomètre, la pression doit être à environ 2 bar. Le levier de commande du régulateur étant en position fermeture, dirigez celui-ci vers la gauche et pousser la locomotive à la main. Attention aux projections !
Un rodage est nécessaire avant d'obtenir le rendement optimal
Si la machine déraille, et que vous avez des difficultés pour la remettre en place, souffler la flamme. Attendez un peu que la machine refroidisse ou munissez-vous de gants. Vérifiez qu'il n'y a pas d'écoulement d'alcool pendant ce problème.
La tenue en pression peut être maintenue indéfiniment. Il suffit de remplir régulièrement la chaudière à l'aide de la pompe à eau (Plan disponible sur demande à Vapeur 45).
Il n'y a pas de niveau d'alcool, ni de niveau d’eau, mais avec un peu d'expérience, il vous est facile de définir les périodes de remplissage.
8 – ENTRETIEN
A la fin de la séance, videz la machine de l'eau contenue dans la chaudière, en retirant la soupape. Retirez le réservoir d'alcool, videz éventuellement celui-ci ou finissez de brûleur l'alcool contenu dans les mèches. Essuyez la machine et graissez les éléments en acier afin d'éviter l'oxydation. Videz le graisseur de son eau condensée en vous servant d'une seringue à huile. Vérifiez les mèches, n’hésitez pas à les changer, de manière à retrouver une machine prête à l’emploi lors de votre prochaine sortie.
Vérifiez les joints et resserrez éventuellement les vis et écrous. Avec ce minimum de soins, votre machine vous assurera des plaisirs pendant des années.

9 – PLANS DE LA MACHINE SARTHE